Die Möglichkeiten des optischen Abtastens von Verformungen mit Hochgeschwindigkeitskameras am Prüfling während der Bearbeitung wurden ebenfalls experimentell verifiziert.
Auch die Reaktionskräfte, die in drei aufeinadner senkrechten Richtungen auf die Schneidkante einwirken, wurden gemessen, indem der Span mit einem einschneidigen Schneidwerkzeug geschnitten wurde.
Diese vorläufigen Tests mit Charpy's Hammer ermöglichten es, die Parameter für die korrekte Einrichtung des optischen Sets zu definieren, die notwendig sind, um die erforderlichen Ergebnisse im Hinblick auf die Erfüllung der Projektziele zu erreichen.
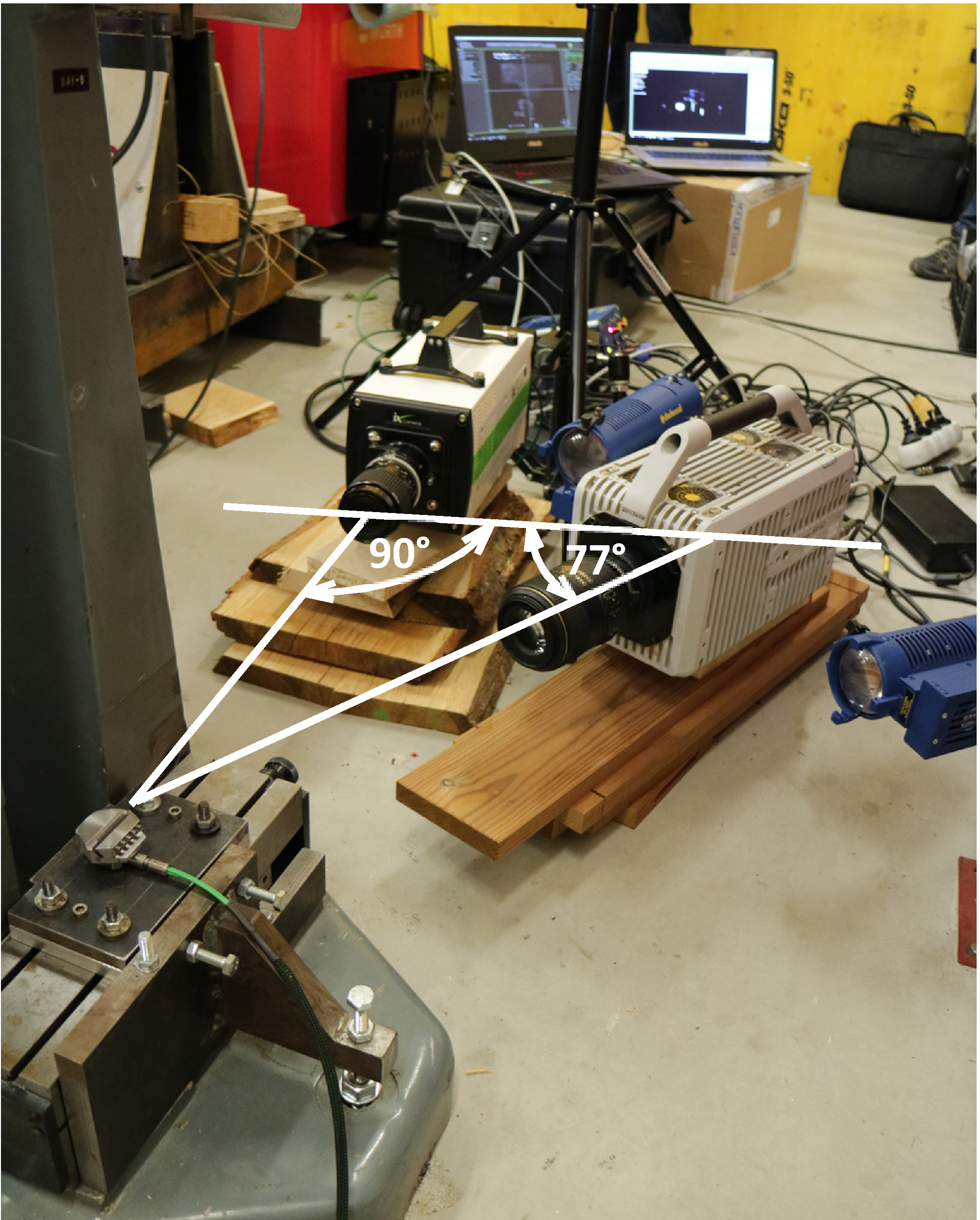
Die Hauptaufnahme zeigt die Position von Kameras in einer stereoskopischen Konfiguration, die die Reaktion der Objektverformung in einem dreidimensionalen (3-D) Computer-Vision-Modus zu bewerten ermöglicht.
Auf der Aufnahme Nr. 1 ist der Vorversuch zur berührungslosen Erfassung von Verformungen durch zwei Hochgeschwindigkeitskameras während der Niedriggeschwindigkeitsbearbeitung von Holz auf einem Charpy-Hammer mit einem einschneidigen Schneidwerkzeug zu sehen - Fokussierung von Kameras.
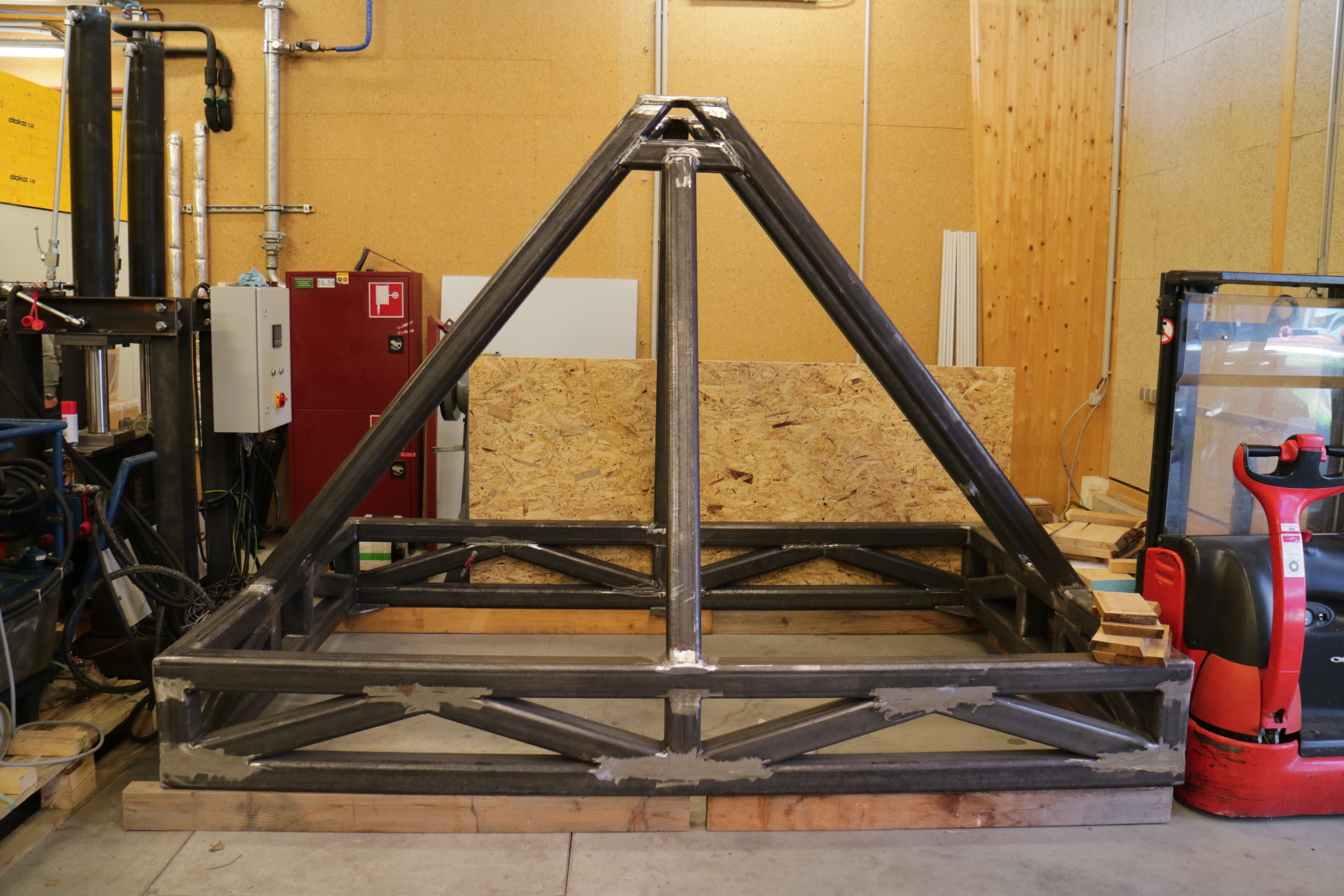
Die Aufnahme Nr. 2 zeigt den Aufbau des Messgeräts. Das Grundgerüst des entwickelten Messgeräts zur Simulation der Hochgeschwindigkeitsbearbeitung von Holz (bis zu 100 m/s) mit einem einschneidigen Schneidwerkzeug, das fertiggestellt ist.
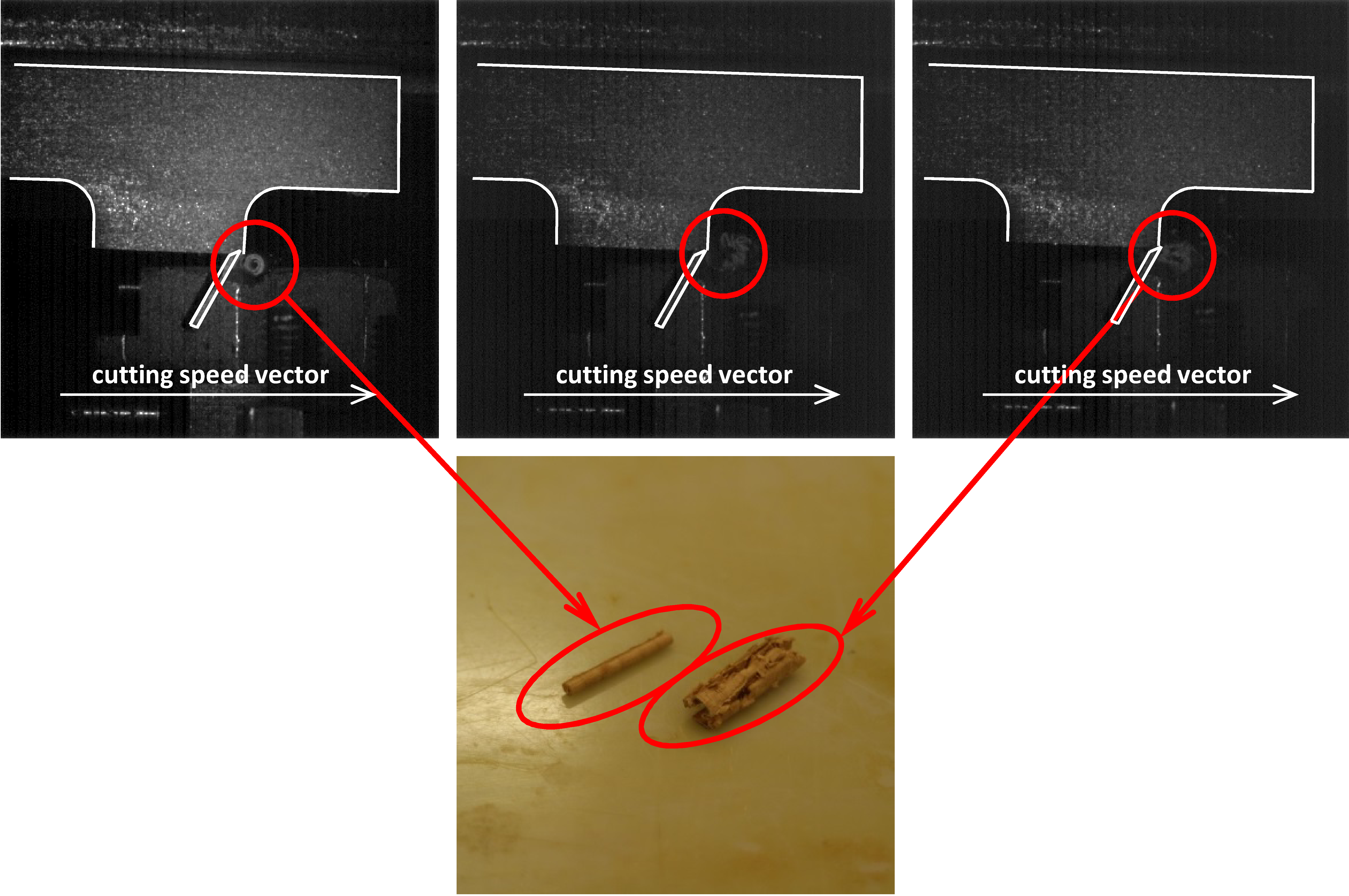
Auf der Aufnahme Nr. 3 ist die Spanform und Verformung mit unterschiedlicher Dicke zu sehen; von links: 0,1; 0,2; 0,3 mm.
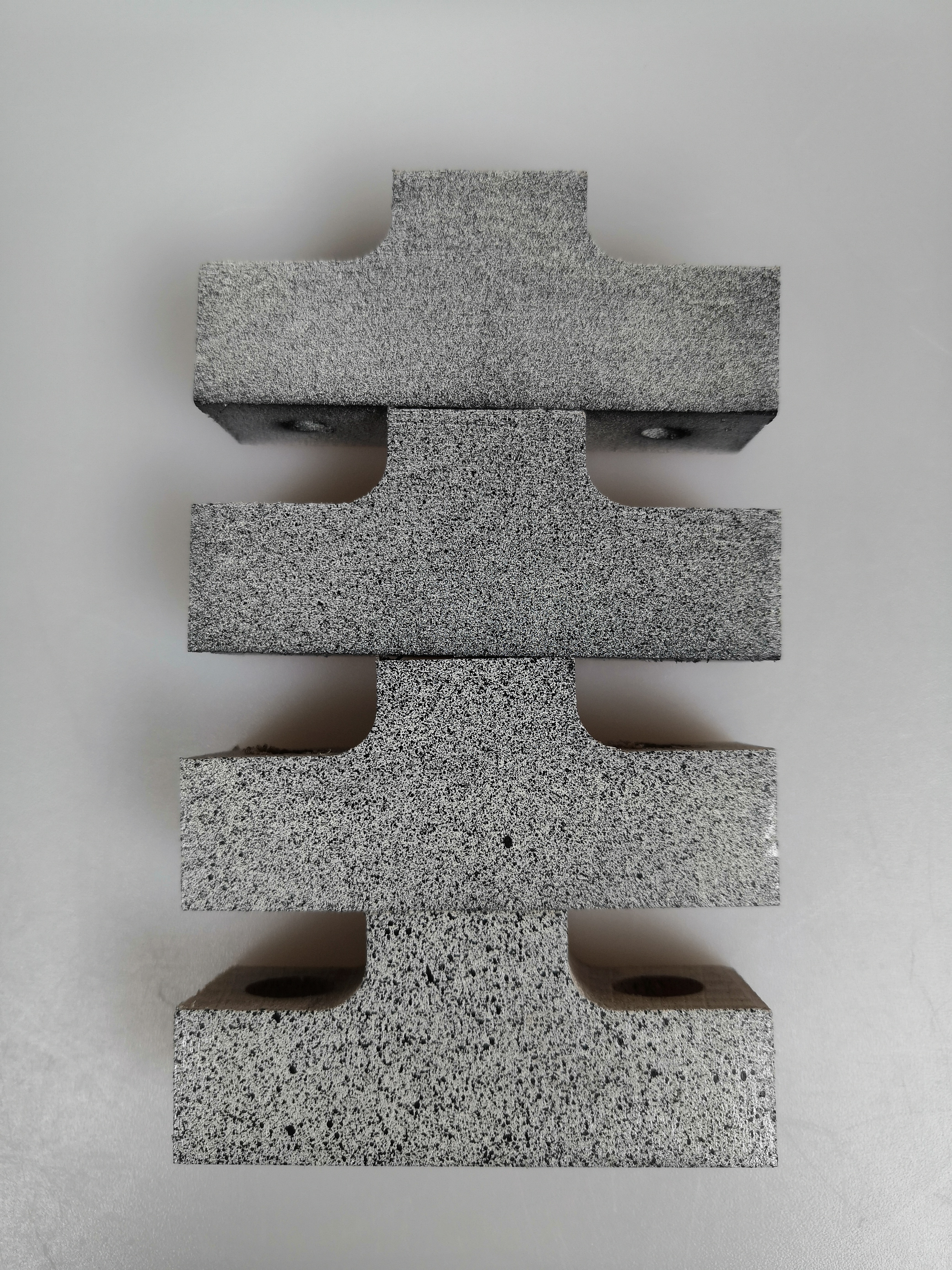
Die Aufnahme Nr. 4 zeigt Proben, die mit einem unterschiedlich dichten Fleckenmuster bedeckt sind, das für die Berechnung von Verformungen auf der Probenoberfläche mithilfe der Digital Image Correlation (DIC – Methode) benötigt wird.
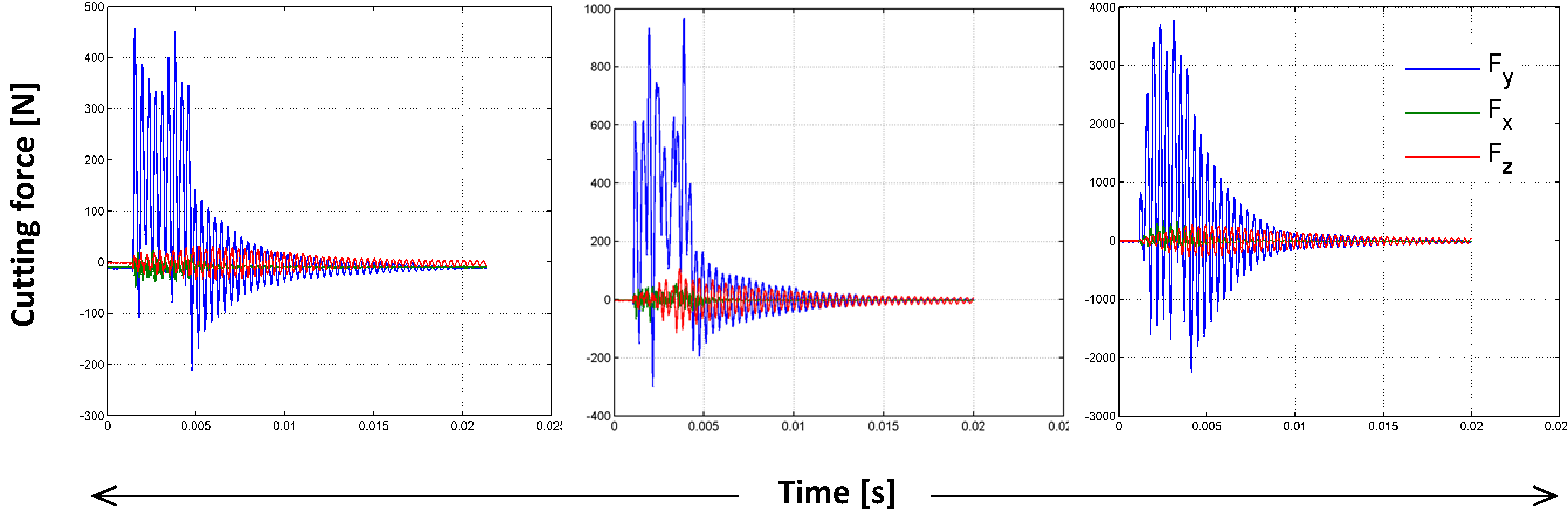
Die Aufnahme Nr. 5 zeigt den zeitlichen Verlauf der Schnittkraft bei einer Spanstärke von 0,1, 0,2 und 0,3 mm (blau: in horizontaler Richtung parallel zur Schneidrichtung, grün: in horizontaler Richtung senkrecht zur Schneidrichtung, rot: in vertikaler Richtung senkrecht zur Schneidrichtung).
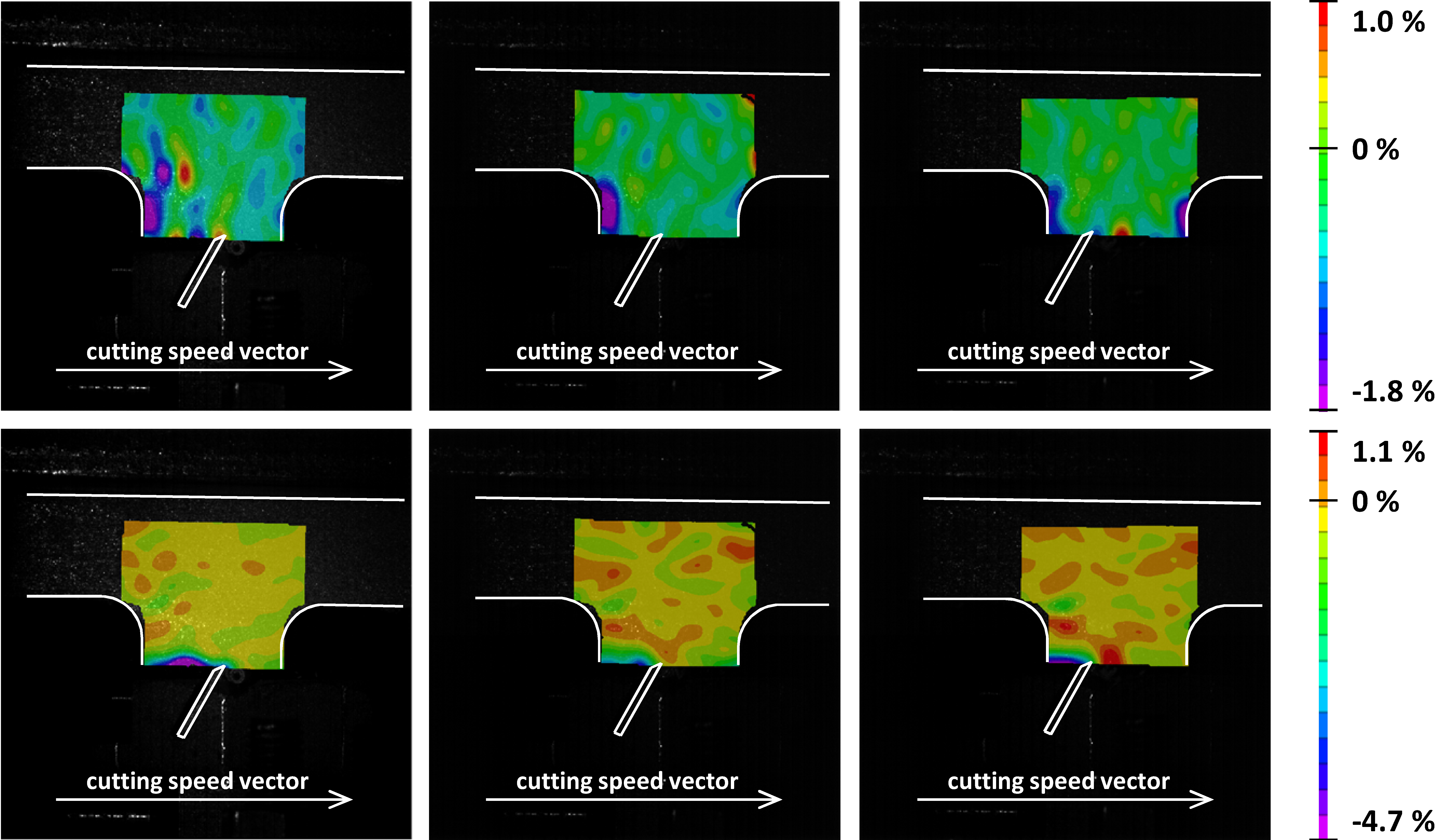
Aus der Aufnahme Nr. 6 ist das Verformungsfeld an der Seitenfläche der Probe während der Spanbildung zu erkennen; Oben links: Eine Reihe horizontaler Dehnungen (εxx) parallel zur Schneidrichtung bei Spanstärke 0,1, 0,2 und 0,3 mm; Unten links: Eine Reihe vertikaler Dehnungen (εyy) senkrecht zur Schneidrichtung bei Spanstärke 0,1, 0,2 und 0,3 mm.